OEM & ODM Manual Spray Gun Projects: Pre-Sampling Specs
Jun 29, 2026
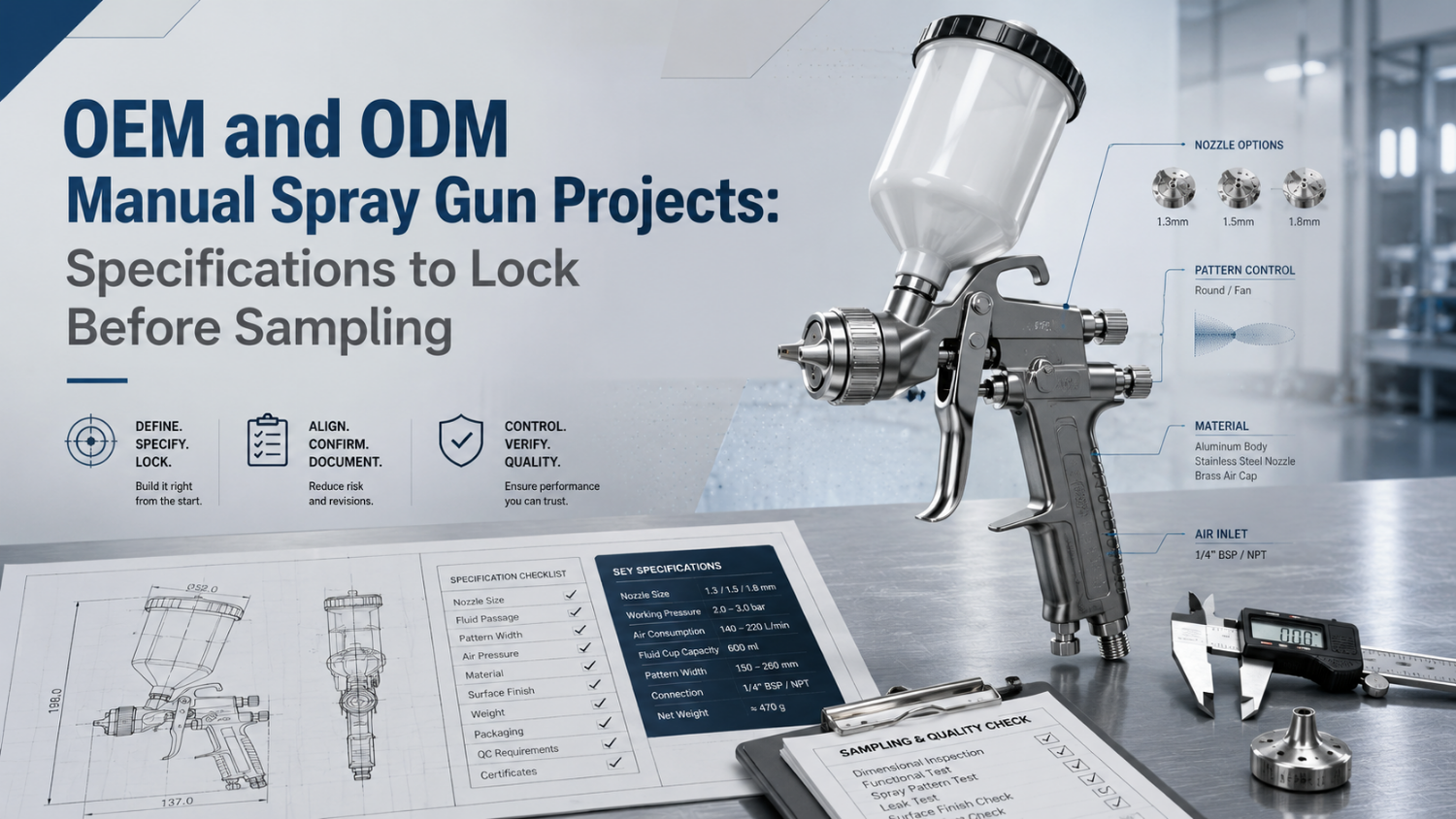
Learn which coating, nozzle, air cap, pressure, feed, interface, durability, and acceptance specifications to lock before sampling an OEM or ODM manual spray gun.
OEM and ODM Manual Spray Gun Projects: Specifications to Lock Before Sampling
In an OEM or ODM manual spray gun project, sampling should confirm a specification—not discover it. When a buyer provides only a reference photo, target price, and request for “good atomization,” the supplier must fill in major technical gaps. The prototype may look correct but perform poorly with the intended coating, compressor, workpiece, or operator workflow.
A stronger approach is to define the application, coating, spray architecture, interfaces, performance targets, and validation method before the first sample is built. This gives both parties an objective basis for evaluating the prototype and reduces costly revision cycles.
Begin with the Application and Coating
First, describe the job. Is the gun intended for automotive refinishing, furniture finishing, industrial primers, small-area repair, adhesives, release agents, or another fluid? Record the workpiece geometry, desired finish, expected daily operating time, and whether the priority is broad coverage, fine detail, high output, or reduced overspray.
The coating also needs a technical definition. Provide its technical data sheet and safety data sheet, plus the mixing ratio, reducer, solids content, normal material temperature, and recommended application viscosity. When flow time is used, state the cup standard, orifice, temperature, and procedure. ISO 2431, for example, defines a standardized method for checking the flow time of paints and varnishes.
Chemical compatibility must be reviewed early. Waterborne coatings, aggressive solvents, acidic or alkaline fluids, and abrasive high-solids products may require different wetted metals, seals, packing materials, cups, or surface treatments.
Select the Spray and Feed Architecture
The project brief should identify whether the platform is HVLP, LVLP, conventional air spray, or another defined system. This decision influences air demand, atomization behavior, application speed, overspray, and compressor requirements.
Do not treat transfer efficiency as a universal product number. It varies with coating properties, target geometry, settings, spray distance, and operator technique. South Coast AQMD defines it as the proportion of coating solids that reaches the object and uses controlled procedures when equipment is evaluated against HVLP performance.
Feed type must also be locked. Gravity feed is often suitable for lower material volumes and frequent color changes. Suction feed can support larger cups, while pressure feed may be preferable when stable fluid delivery is required. State the cup capacity, material, venting method, connector, and any disposable-cup compatibility.
| Specification area | Details to define | Suggested validation |
|---|---|---|
| Coating | Chemistry, viscosity, solids, mixing ratio, temperature | Spray the nominated material |
| Atomization set | Air cap, nozzle, needle geometry and materials | Check pattern, output, and droplet quality |
| Operating window | Air pressure, air use, fluid pressure, and flow | Test minimum, nominal, and maximum settings |
| Interfaces | Threads, cup, regulator, hose, and fittings | Fit-check actual accessories |
| Acceptance criteria | Pattern width, finish defects, leakage, and trigger feel | Signed report and approved sample |
Freeze the Nozzle, Needle, and Air-Cap Set
The nozzle, needle, and air cap work as a matched system. Changing one part can affect fluid delivery, pattern shape, atomization, and sealing. Specify the nominal nozzle diameter, acceptable tolerance, component materials, air-cap designation, and any alternative sizes required for the product range.
Larger nozzles may suit primers or higher-viscosity materials, while smaller sizes may suit detail work. However, diameter alone does not predict performance. Internal passages, needle taper, air-cap geometry, coating preparation, and pressure settings must be evaluated together.
For ODM work, clarify ownership of the final geometry and drawings. For an OEM adaptation, separate cosmetic changes from performance-critical modifications.
Convert Expectations into Measurable Targets
Phrases such as “fine atomization,” “wide pattern,” and “low air consumption” are useful goals but weak acceptance criteria. Replace them with a defined test window.
Specify the recommended inlet pressure, air consumption, fluid output, pattern width at a set distance, and acceptable pattern distribution. Record the coating, substrate, spray distance, gun speed, overlap, number of passes, and ambient conditions. Finish criteria may include orange peel, mottling, dry spray, runs, edge loading, and pattern imbalance.
The sample should be tested at the lower, nominal, and upper limits of its intended operating range. This shows whether the controls remain usable and whether performance is stable when real workshop conditions vary.
All validation spraying should also follow the coating supplier’s safety instructions, use appropriate ventilation and protective equipment, and remain within the rated pressure limits of the gun, hoses, cups, and related components.
Lock Ergonomics and Connections
Because a manual spray gun is operator-controlled, weight, balance, grip shape, trigger force, control-knob access, and hose routing affect practical performance. Define maximum weight, preferred balance, trigger travel, control positions, and any glove-related requirements.
Write thread standards explicitly rather than calling them “standard.” Air inlets, cup connections, regulators, filters, and replacement parts may differ between markets. Test the sample with the intended hose, regulator, cup, and fittings so pressure loss or incompatible accessories do not appear after approval.
Define Durability, Service, and Production Controls
Agree on wetted-part materials, body finish, corrosion expectations, seal compatibility, cleaning solvents, and disassembly requirements. Establish leakage tests, pressure-hold checks, trigger-cycle tests, and inspection points for the air valve, packing, nozzle, and needle.
Also define replaceable parts, repair kits, identification methods, and expected spare-parts support. Once the design is approved, convert the sample into controlled documentation. This should include drawings, a bill of materials, critical tolerances, color and finish standards, logo artwork, packaging, labeling, instructions, inspection methods, and change-control rules.
A signed “golden sample” is helpful, but it should support measurable specifications rather than replace them. Relying only on visual comparison can create uncertainty when production batches, materials, or process conditions change.
FAQ
1. What is the difference between OEM and ODM spray gun projects?
OEM usually means manufacturing or adapting a product to the buyer’s specification. ODM generally includes more supplier-led design and engineering. Responsibilities for drawings, testing, intellectual property, and change approval should always be documented.
2. Is a reference spray gun enough for sampling?
No. It can show general size and styling, but it does not define coating compatibility, internal geometry, performance targets, interfaces, or acceptance criteria.
3. Should nozzle size be selected only by viscosity?
No. Solids content, application rate, feed type, finish requirements, pressure, air-cap design, and internal fluid passages also influence the correct setup.
4. How should transfer efficiency be specified?
State the required regulatory or customer benchmark and the exact test procedure. Avoid accepting an unsupported percentage because results depend on the material, target, settings, and application technique.
5. How many samples are required?
The number depends on project risk. Separate units may be used for engineering review, chemical compatibility, durability testing, field trials, and final approval. The purpose of each sample should be agreed upon before shipment.
6. What should trigger production approval?
Approval should follow completed performance tests, closed deviations, confirmed drawings and materials, approved packaging, and a documented production inspection plan.
Conclusion
A successful manual spray gun sample is not merely a tool that sprays. It is evidence that a defined combination of coating, atomization components, pressures, interfaces, ergonomics, and materials can meet an agreed standard. Locking these variables before sampling shortens development, improves quotation comparability, and reduces the risk of late-stage redesign.
Buyers assessing a standard platform or customized OEM/ODM program can review the ROXGEN manual spray gun range as a practical starting point for comparing HVLP/LVLP, conventional, touch-up, suction-feed, and primer-oriented configurations before discussing application-specific requirements.